
Feedstock
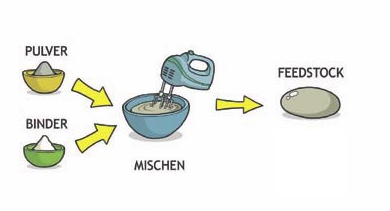
Um metallische oder keramische Materialien über Spritzgießen zu verarbeiten, muss diese feste Materialkomponente in Pulverform zuerst mit einem Polymer- / Wachssystem gemischt werden. Diese Mischung wird als Feedstock bezeichnet.
 (Quelle: PIMTEC GmbH)
(Quelle: PIMTEC GmbH)
Dabei sind
die folgenden Punkte anzustreben:
• ein hoher Pulverfüllgrad, um das Schrumpfmaß und die Bauteiltoleranz zu reduzieren,
• eine geringe Pulverpartikelgröße, um den Sinterprozess zu
verbessern
• eine niedrige Viskosität für die Spritzgießfähigkeit,
• und eine hohe Grünfestigkeit, um eine defektfreie Entformung zu gewährleisten.
Diese Anforderungen sind für jedes Festmaterial neu zu entwickeln.
Im Laufe der Jahre hat sich das Spektrum der Werkstoffe, die im Pulverspritzgießen verarbeitbar sind, sehr aufgeweitet. Edelmetalle, Kupfer, Stahllegierungen und auch Titan oder Wolfram stehen mittlerweile für das Metallpulverspritzgießen zur Verfügung.
Auf der Seite der keramischen Werkstoffe werden Oxidkeramiken
wie Aluminiumoxid oder Zirkonoxid, aber auch nicht-oxidische Keramiken
wie Bornitrid und Siliziumnitrid verarbeitet.
Für die Feedstockaufbereitung wird zuerst das Pulver durch Filtrieren,
Granulieren, Mahlen, Mischen und/oder Sprühtrocknen aufbereitet. Dabei
hat jeder
Hersteller seine eigenen Besonderheiten, um die Chargentoleranz
möglichst klein zu halten. Durch Sieben, Strömungs- oder Windsichten
lassen sich z.B. Pulver
mit mehr oder weniger gleichen Partikelgrößen herausfiltern. In vielen
Fällen wird darauf mit bimodalen oder multimodalen
Pulvergrößenverteilungen gearbeitet,
um einen höheren Füllgrad zu erhalten. Durch die unterschiedlichen
Größen der Pulverpartikel können die Räume zwischen den Pulverkörnern
leichter besetzt werden.
Die Partikelgrößen der kommerziell erhältlichen Pulverchargen liegen
nach Herstellerangaben im Bereich von wenigen Mikrometern, differieren
aber in diesem Bereich zum Teil.
In den ersten Jahren des Pulverspritzgießens wurden Binder auf Basis von Polyolefin-Wachsmischungen verwendet. Nachteilig ist hier der lange Entbinderungsschritt, weil das Wachs thermisch aus dem Spritzgussteil herausgelöst werden muss. Als Weiterentwicklung wurden teillösliche Systeme verwendet bei denen Beispielsweiße eine Polymerkomponete auf Polyethylenbasis mit einem Wachs gemischt wird. Dabei kann ein Teil des Binders durch organische Lösungsmittel herausgelöst werden. Ein weiteres Standardsystem ist das Catamold-Bindersystem der Fa. BASF. Es beruht auf dem katalytischen Abbau von Polyoxymethylen (POM) durch starke Säuren. Ein großer Vorteil dieses Systems ist die hohe Grünfestigkeit der abgeformten Bauteile.
Die Mischung der Feedstockkomponenten erfolgt bei kleinen Mengen in
einem Kneter und bei größeren Mengen in einem Extruder. Dabei muss
darauf geachtet werden,
dass das Pulver im Bindersystem homogen verteilt wird. Nach diesem
Mischvorgang wird der Feedstock entweder automatisch im Prozess oder mit
Hilfe einer Mühle
in Granulatform gebracht und steht darauf für den Spritzgießprozess zur
Verfügung.
Man kann sagen, dass alle metallischen und keramischen Materialien
prinzipiell mit entsprechendem Aufwand zu einem Feedstock verarbeitet
werden können. Detailinformationen finden Sie in den Registern Material unter Metallspritzgießen oder Keramikspritzgießen.
Publiziert am: Sonntag, 22. Januar 2012 (31323 mal gelesen)
Copyright © by Pulverspritzgiessen | Pulverspritzguss | Metallbauteile | Keramikbauteile
![]()
![]()
[ Zurück ]